At first glance, film coating in the lab seems straightforward—simply use a bar coater or applicator to spread the coating material evenly over a substrate to form a thin film. But without the right techniques or attention to detail, problems like uneven thickness, scratches, bubbles, and edge buildup can easily occur. These issues reduce efficiency and increase the chance of failure. To achieve consistent and high-quality coatings, it’s crucial to understand some basic principles and best practices.
Guide to Selecting Key Parameters
Several key parameters must be considered during the coating process, including coating speed, applied pressure (load), and coating volume. These factors work together to determine the quality and performance of the final coating.
Basis for Selecting / Coating Speed /
► Material Viscosity:
High-viscosity materials (e.g., adhesives, high-solids coatings) require low speeds (1–50 mm/s) to prevent insufficient leveling and avoid defects such as streaks or scratches. Low-viscosity materials (e.g., solvent-based coatings) allow for medium to high speeds (100–200 mm/s) to prevent over-spreading or sagging.
► Coating Thickness:
For thick coatings (>50 μm), low speeds (<50 mm/s) are recommended to ensure adequate material leveling and coverage. For thin coatings (<10 μm), higher speeds (above 150 mm/s) can be used to achieve uniform distribution without excess buildup.
► Substrate Properties:
Absorbent substrates (e.g., paper) require lower speeds to enhance coating adhesion and penetration. Smooth or non-absorbent substrates (e.g., glass) can tolerate higher speeds to reduce material accumulation at the edges.
— General Reference —
Most samples are suitable for a coating speed of 100 mm/s.
For fast-evaporating materials, a speed above 200 mm/s is recommended to prevent premature drying.
Basis for Selecting / Pressure (Load) /
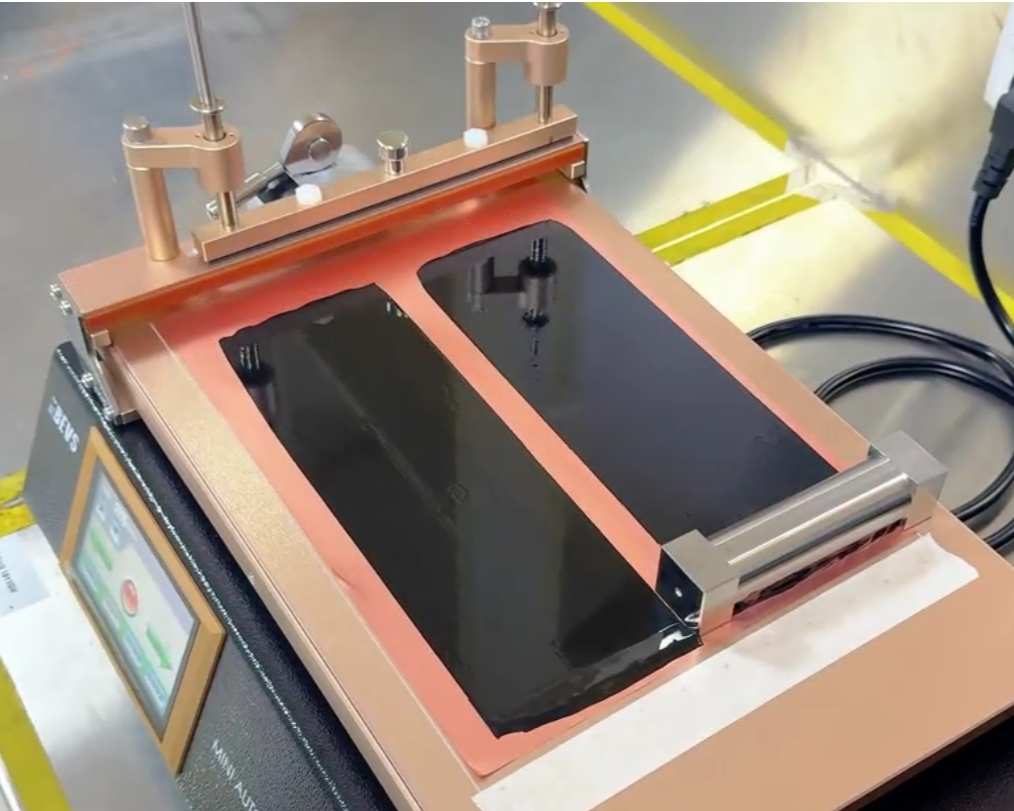
In manual coating, pressure is applied by hand, leading to significant variation between operators. In automated coating systems, weights are used to apply vertical pressure to the applicator, ensuring firm contact between the applicator or bar coater and the substrate. The following discussion refers to this automated method.
► Standard Load:
For general use (e.g., bar coater), weights of 200–500 g are typically applied.
► Special Requirements:
✱Ultrathin coatings (<4 μm):
Rely solely on the applicator’s own weight, without additional load, to minimize the gap and achieve ultra-thin films.
✱Soft substrates (e.g., films, aluminum foil):
Use only the applicator's weight to avoid deformation of the substrate.
✱High-viscosity samples:
Additional weight (up to 2 kg) can be applied depending on the viscosity of the material, to ensure proper leveling and film formation.
— Validation Tip —
If edge buildup occurs, the pressure is likely too low.
If the substrate deforms or the film is too thin, the pressure is likely too high.
Basis for Selecting / Coating Amount /
The coating amount refers to the volume of coating material applied per unit area of substrate. It directly affects the thickness and uniformity of the final film.
In laboratory settings, thanks to smooth substrates and controlled environments, material loss typically ranges from 20% to 40%. The following simplified formula can be used for flat substrates:
Coating width (cm) × coating length (cm) × wet film thickness (cm) × (1 + loss rate) ≈ required coating volume (ml)
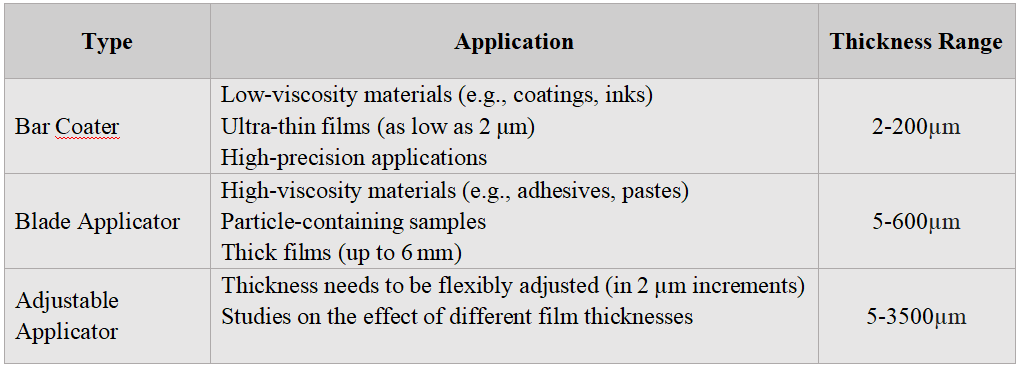
Basis for Selecting / Applicators /
The following guidance is based on BEVS applicators.
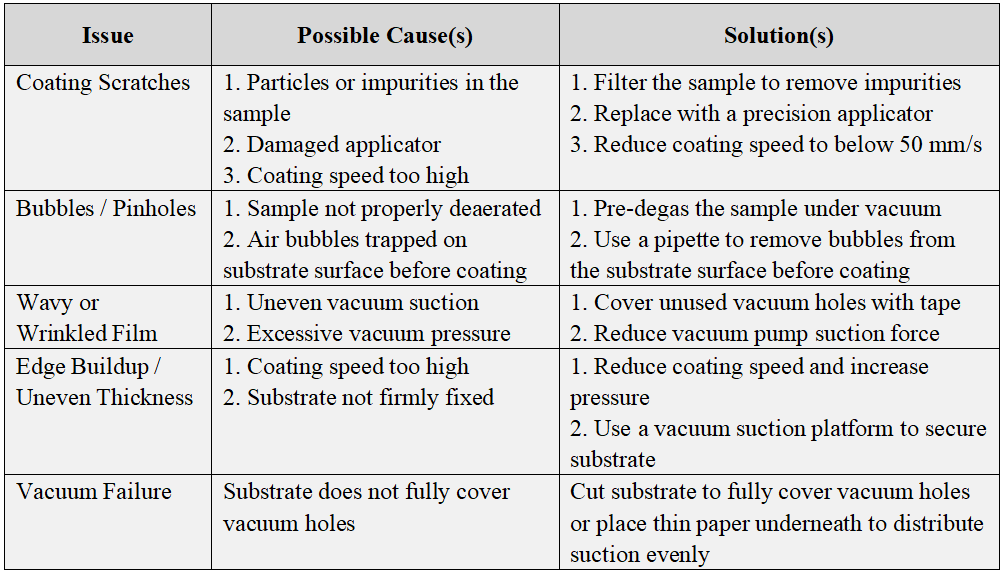
Common Issues and Solutions
Below is a summary of common issues encountered during the coating process, along with their corresponding technical solutions.
Advanced Operating Recommendations
/ Multi-layer Coating /
Apply each layer only after the previous one has fully dried to prevent interlayer interference. Whenever possible, use a vacuum suction platform to ensure substrate flatness.
/ Application of Heating Function /
For materials requiring melting, such as hot melt adhesives, activate the coating machine’s heating function (5–200°C) to ensure the material remains fluid.
/ Tips for Ultra-Thin Coatings /
Use a high-precision bar coater combined with weights and an extremely slow coating speed (around 1 mm/s).
By precisely matching coating speed, pressure, and applicator type, and by addressing operational issues specifically, coating uniformity and experimental efficiency can be significantly improved. It is recommended to conduct small-scale tests (e.g., on a 10×10 cm substrate) when using new parameters for the first time, and proceed with full-scale operations only after validation.