



本文于2022年10月发表于具有60余年的国内最为专业的涂料业界核心刊物 --《涂料工业》2022年第10期“标准及检测”篇第53页。
电动铅笔硬度计与手动铅笔硬度计测试方法对比及影响因素探析
|
|
| 电动铅笔硬度计 BEVS 1309 | 手动铅笔硬度计 BEVS 1301 |

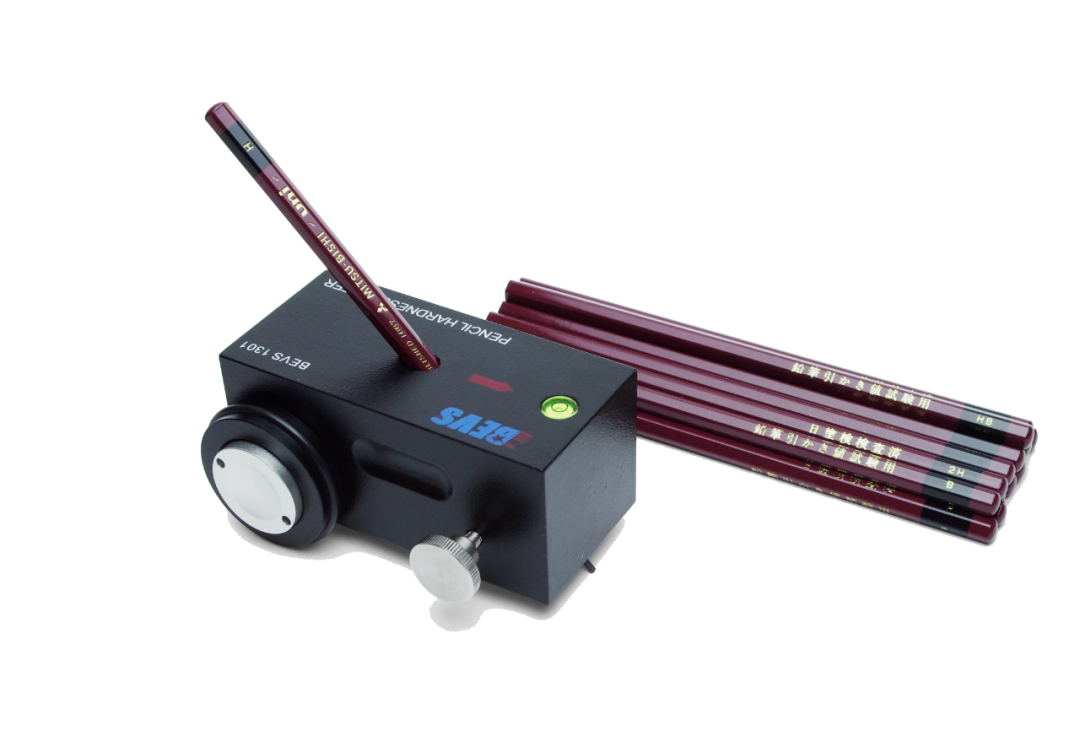
喷漆试板:涂层厚度 60 μm(底漆 15 μm,中漆10 μm,面 漆 10 μm,清 漆 25 μm)、80 μm(底 漆15 μm,中 漆 20 μm,面 漆 15 μm,清 漆 30 μm)、100 μm(底漆 15 μm,中漆 25 μm,面漆 15 μm,清漆45 μm),广汽本田汽车有限公司;铅笔:uni,三菱;电动铅笔硬度计:BEVS 1309,广州盛华,速度为 0. 5~8. 5 mm/s,施加负载为500 g、750 g、1 000 g;手动铅笔硬度计:BEVS 1301,广州盛华,施加负载为 500 g、750 g、1 000 g;倒置金相显微镜:DMi8A,Leica。


由表1可知,手动铅笔硬度计和电动铅笔硬度计测得不同厚度涂层的硬度相同,且涂层越薄,涂层硬度越高。图 1 为手动铅笔硬度计测试涂层厚度 60 μm 试板不同位置铅笔硬度(H)显微结果(不同涂层厚度硬度的结果为F、HB、HB,硬度F、HB在涂层上的痕迹不明显,硬度H>F>HB,硬度H最为接近结果值,手动和电动测试结果一样)。
由图1可知,同一张试板,不同位置,同一硬度铅笔划痕多种多样,有的是一个点,有的是长划痕,有的是短划痕,可见涂层的均衡性也是影响铅笔硬度的重要因素。为了保证结果的可重现性,实际测试中,要确保试样涂层拥有相同的厚度。

表 2 为不同测试速度时 2 种测试方法得到的涂层硬度。其中电动铅笔硬度计设定的速度分别为0. 5、1. 0、2. 0 mm/s,运行时间为 10 s;手动铅笔硬度计 分 别 选 用 慢 速(0. 5~1. 0 mm/s)、快 速(2. 0~3. 0 mm/s)推进。
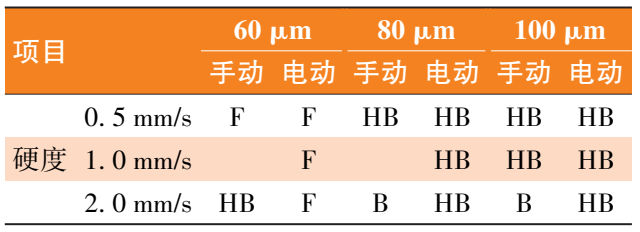
由表2可知,电动铅笔硬度计在不同测试速度时测得涂层硬度均相同。手动铅笔硬度计在不同测试速度时,测试出现误差,是因为在实际操作过程中,快速度是通过手在硬度计后端施加一个推动力来实现,慢速度是通过试验员握着硬度计后端来实现,测试速度全靠人的感觉来控制,可能超过预期速度,而较快且不匀速的测试速度,会对笔芯的损害度加大,从而使笔芯作用于涂层的破坏力随之增大。相较于手动铅笔硬度计,电动铅笔硬度计测得的涂层硬度结果不受测试速度的影响,这是因为其能保证测试过程推行速度是匀速的。可见,匀速对涂层硬度结果影响显著。
图 2为涂层厚度 100 μm的试板在不同测试速度时铅笔硬度(F)显微结果。
由图 2 可知,不管是手动还是电动铅笔硬度计,推进速度越快,涂层上留下的痕迹会越明显,在显微镜图像上的直观表现是颜色越深。
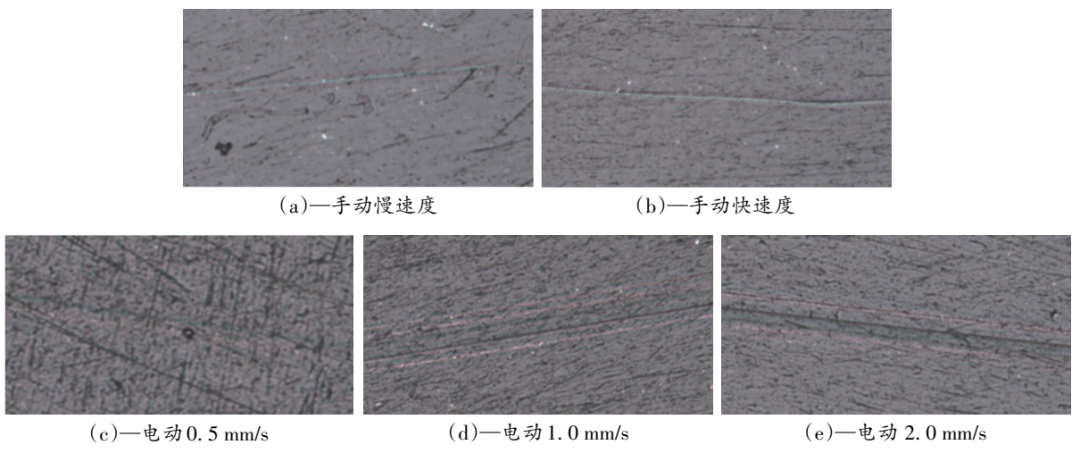
表3为不同试验员采用2种测试方法测定的涂层硬度。其中电动铅笔硬度计设定的速度为1. 0mm/s,运行时间为10 s;手动铅笔硬度计选用快速推进。由表 3 可知,富有经验的试验员,对结果的判定是一致的。
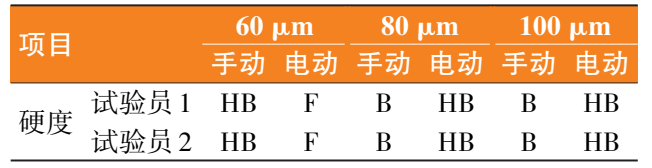
图 3为涂层厚度 100 μm试板不同试验员时铅笔硬度(H)显微结果,选用邻近的涂层进行比较测试,减少涂层因素的影响。

由图3可知,不同试验员用手动铅笔硬度计测试时涂层的划痕深浅度有区别,在显微镜图像上的直观表现就是划痕颜色、宽度、形态等有所不同。这是因为每个试验员都有自己的习惯手法,对于仪器水平的调节与判定,对速度的把握等因人而异,这些都会造成结果的差异。而电动铅笔硬度计拥有流程自动控制系统,无需调水平,可保证测试过程匀速、平稳地推进,较大限度地减少试验员的影响,使得涂层划痕深浅度一致,在显微镜图像上的直观表现就是颜色较一致。
为了更好地验证铅笔硬度计的影响因素,选择厚度为 100 μm 的涂层为研究对象。用 2H、4H、5H、6H 硬度的铅笔,分别通过手动和电动铅笔硬度计以约 1. 0 mm/s 的速度在涂层表面划痕,将划痕用倒置金相显微镜放大50倍进行分析,结果如图4所示。
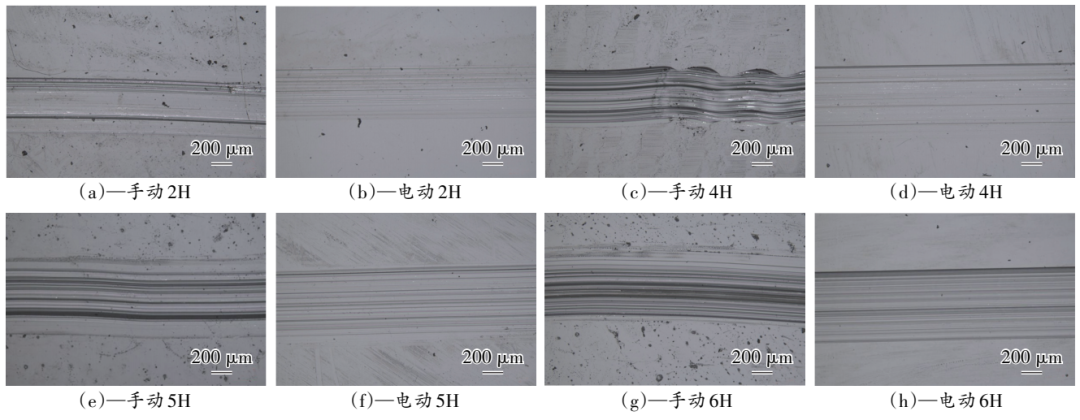
由图 4 可知,随着铅笔硬度的加大,划痕的颜色也随之加深;同一硬度的铅笔通过手动铅笔硬度计划痕,其颜色明显比电动铅笔硬度计的深;手动铅笔硬度计划痕线条不连贯、不均匀、不笔直,甚至出现断层,4H尤为明显,而电动铅笔硬度计划痕线条非常流畅均匀。虽然手动和电动铅笔硬度计施加的负载均为 750 g,但是手动铅笔硬度计在推进过程中很难避免人为多施加压力的情况,使得其划痕比电动铅笔硬度计深,故而在同等厚度的涂层测试中,手动铅笔硬度计法的涂层要早出现缺陷。同时手动铅笔硬度计无法保证匀速,人为因素影响较大,使得划痕不流畅不均匀。
通过光学显微镜分析,进一步验证了铅笔硬度计测试结果的影响因素。电动铅笔硬度计的测试结果都比手动铅笔硬度计的大,再现性更好,此外电动铅笔硬度计的效率高。结合上述试验结果分析,试板制备、试验装置性能、涂层、测试速度、水平定位、施加负载等因素对涂层硬度测试结果准确性有一定的影响,这些因素对传统手动铅笔硬度计测试影响更为明显,电动铅笔硬度计由于其自动化,在较大程度上减少了上述因素对测试结果准确性的影响。
选取5种涂料试板,让经验较为丰富的铅笔硬度测试实验员使用电动法和手动法以 1. 0 mm/s的速度进行测试,并计算结果的重复性(GRR),测试结果如表4所示。

由表4分析可得出,电动铅笔硬度计测量结果比手动铅笔硬度计重复性和复现性更好,且电动铅笔硬度计测量速度快,效率更高。为了更好地验证电动铅笔硬度计的实用性和结果的可信性,委托第三方检测机构广东产品质量监督检验研究院对送检试板 1、试板 2、试板 3分别采用电动铅笔硬度计和手动铅笔硬度计进行测试,各试板负载分别为500、750、1 000 g,结果如表5所示。
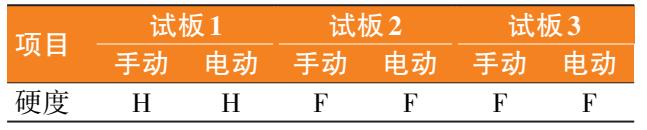
注:测试方法参考GB/T 6739—2006。
由表5可知,2种方法的测量结果一致,证明电动铅笔硬度计结果准确,仪器具有很好的实用性。
涂层硬度的测试会受试验装置性能、涂层厚度、测试速度、水平定位、施加负载等影响。手动铅笔硬度计在测试过程中由于人为阻力的因素,导致测试结果重复性不稳定,运用手动铅笔硬度计测试涂层硬度时,需要依托试验员过硬的技术。电动铅笔硬度计能更好地控制影响因素,减少误差,提高结果的准确性,测试结果重复性高。




