一、自动细度测量仪与传统人工测试细度的测试方法与影响因素探析在当前我国社会经济不断快速发展的背景下,人们的日常生活质量和水平不断提升,人工智能发展也越来越快,用人工智能代替传统人工操作是当今科学发展的趋势,越来越多的新型技术被广泛应用涂料领域中。本文于2021年5月发表于具有60余年的国内最为专业的涂料业界核心刊物 --《涂料工业》2021年第5期“工艺技术”篇第39页。本文采用对自动细度测量仪和传统人工测量方法测量不同涂料的细度值进行对比,找出2种测量方法的差异及优缺点,并对2种方法测量细度可行性和实用性进行分析评价。用自动细度仪和人工方法对白乳胶漆进行测量,通过控制其它变量相同,单独改变光源类型、读数时间、读数角度、刮涂角度及刮涂速度等因素,对测得白乳胶漆细度值的影响结果进行分析,寻找影响涂料测量细度值因素的最优测试范围。
1 实验部分
1.1实验方法
人工测量:传统人工操作步骤按照GB/T 1724—2019进行。
仪器测量:打开仪器,在显示屏摸屏设置好样品名称、样品编号、操作人和信息保存位置,将洗净并干燥的细度板放入仪器细度板位置,装入刮刀,取少量样品放到槽深端开始位置,关闭仪器门后点击“开始测量”按钮进行测量,仪器自动测量,自动分析得出测试报告,保存结果并在显示屏显示。
测量在温度为(23±2)℃、相对湿度为(50±5)%的恒温恒湿实验室下进行。
2 结果与讨论
2.1不同检测光源对检测涂料细度的影响
在其他条件相同情况下,先用自动细度测量仪对白乳胶漆在细度板上进行刮涂,然后用自动细度测量仪和传统人工刮涂方法进行细度测量,分别选取6种不同标准光源[D65(国际标准人工日光)、TL84 (欧洲、日本、中国商店光源)、CWF (美国冷白商店光源)、F(家庭酒店用灯比色参考光源)、UV(紫外灯光源)、U30(美国暖白商店光源)]测量乳胶漆的细度,检测结果如表1所示。表 1不同光源对检测涂料细度的影响
Table 1 Effect of different light source on detecting coating fineness
由表1可以看出,其他条件相同,在不同光源下检测样品,结果可能不一样,且在同种光源下测量,自动细度测量仪和传统人工测量的测试结果也有一定的差距,这应是人为误差所致,在试验测试的标准光源中,在自动细度测量仪用光源D65测出的结果最接近乳胶漆的真实细度,在UV(紫外灯光源)却读不出细度值,在上测试光源中,选择D65标准光源最为合适。测试最好在易于看出细度板中样品状况的光源下进行读数,否则会造成测试结果不准确。人工读数时要注意操作者的精神状态及操作经验,否则也可能会造成结果不准确。同样用白乳胶漆测试,在其他条件相同情况下,用自动细度测量仪检测时,设置仪器运行为待刮涂完后立即进行即时高清拍照分析,人工测量则是待刮涂完后立即进行读数,刮涂完在1、3、5、8、12、15秒后进行记录,结果如表2所示。表2读数时间对检测涂料细度的影响
Table 2 Effect of reading time on detecting coating fineness
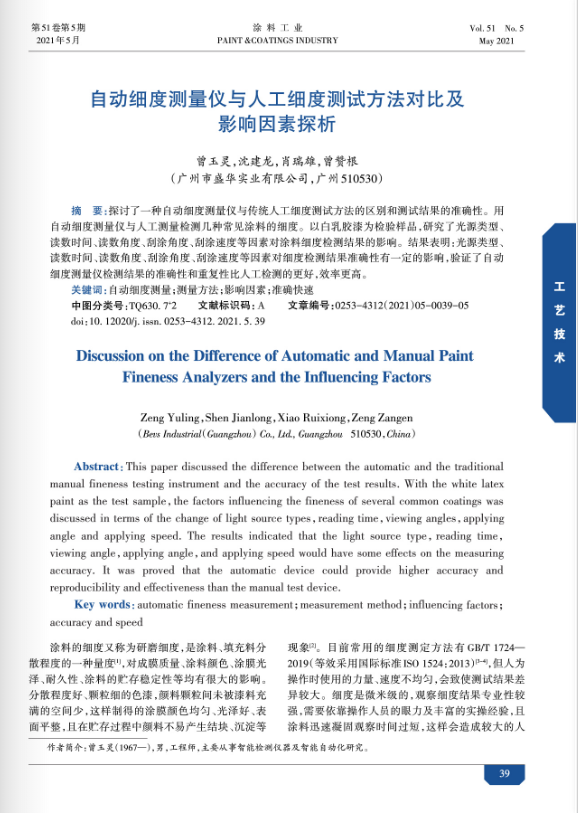
由表2可以看出,仪器检测在时间1 s、3 s和5 s时读出的细度相差不大,但在8 s、12 s、15 s时,测出细度明显偏高,其他条件相同时,读数时间长,细度值偏高,主要是因为随着固化时间的加长颗粒越为明显。人工测量比仪器测量细度值高,是因为仪器测量时已设置好时间进行高清拍照,再进行电脑分析,用时少效率高,人工读数是在试验设计的时间后再进行读数,操作员读出数值需要一定的时间,人工读数实际用时比仪器测量的长,所以操作员测量时应在5 s内完成读数,观察时必须快而准,才能更好地保证测量的准确性。同样在其他条件相同下,利用仪器中可调角度的高清相机,细度板位置固定,改变相机与细度板表面的角度,人工读数角度是在操作员视线固定下,通过改变细度板与视线角度进行读数,在角度为10°、20°、30°、60°、90°时,测出乳胶漆的细度结果如表3所示。表3不同读数角度对检测涂料细度的影响
Table 3 Effects of different reading angle on detecting coating fineness
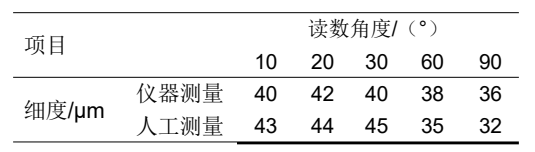
由表3可以看出,其他条件相同,在一定范围读数角度内,读数角度不同,细度也不同,主要是因为在部分角度观察,反光折射导致看不清楚细度板上的颗粒,从而导致结果偏小。相同角度读数人工测量结果和仪器测量结果也不一样,人工读数时在短时间观察角度比较难控制,对测量结果影响较大。由结果数据分析可知较为适读数角度范围是10°~30°。在相同条件下,利用仪器设置好的运行速度,用不同的刮涂速度对乳胶漆进行刮涂,因人工刮涂时速度比较难控制,人工刮涂速度为粗略速度,在速度为20、50、80、110、140 mm/s时进行测试,结果如表4所示。表4不同刮涂速度对检测涂料细度的影响
Table 4 Effect of different scrape speed on detecting coating fineness
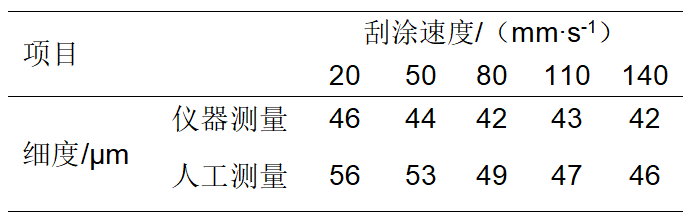
由表4可以看出,其他条件相同时,人工刮涂和仪器刮涂,速度都对检测细度有一定的影响。若刮涂速度太快,往往在1 s甚至0.5 s内就完成,在如此短的时间内,涂料没有完全润湿沟槽,往往会出现桔皮、缩孔或漏段等现象,造成检测失败。若刮涂速度太慢,又会导致涂料干燥影响读数结果。结果数据分析可知较合适刮涂速度范围为110~140 mm/s。在控制其他条件因素不变,改变刮刀和细度板之间的夹角对乳胶漆进行刮涂,对刮涂角度为30°、60°、90°、120°、150°进行测试,得出的涂料细度结果如表5所示。表5 不同刮板角度对检测涂料细度的影响
Table 5 Effect of different scraper angle on detecting coating fineness
由表5结果表明,在人工刮涂和仪器刮涂,刮涂角度<90°测试时,测出结果都比真实值(40 μm)大,刮涂角度>90°时,测出结果都比真实小,主要是因为刮刀的结构,在刮涂角度<90°时,刮出来的膜厚度偏大,刮涂角度>90°时偏小,刮刀向后倾斜,所得细度值偏小;刮刀向前倾斜,所测得细度值偏大,所以刮刀应尽量保持90°进行刮涂最为合适。仪器刮涂和人工刮涂的结果相差较大,人工刮涂时很难平稳地控制刮涂角度,也会造成测量误差。
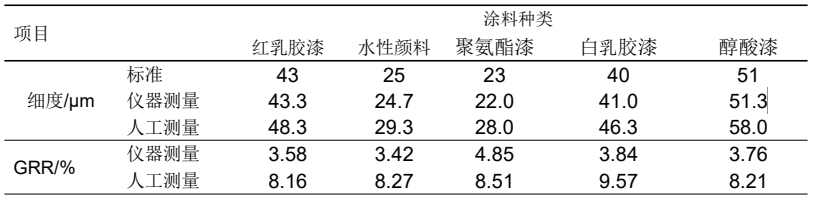
选取5种涂料样品,让经验较为丰富的细度测试实验员在同一实验室、在短时间间隔内使用同一设备用标准试验方法对不同试验样品进行测试,仪器和人工测量都按照GB/T 1724—2019标准进行,在使用D65合适光源、读数角度为15°~30°、读数时间为3 s以内、刮涂在2s内完成、刮涂角度为90°的情况下得出的结果如表6所示。表6自动细度测量仪与传统人工测量对比
Table 6 Comparison of automatic fineness measuring instrument and traditional manual measurement
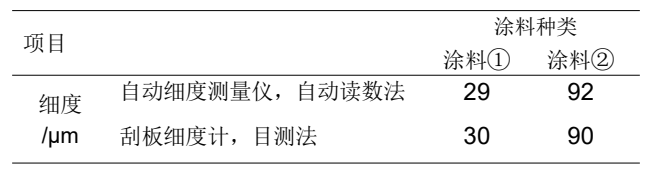
注:GRR指量具的重复性和复现性,GRR判定方法:GRR≤5%表示检测设备重复性很好;GRR≤10%表示检测设备可接受;10%<GRR<20%表示可接或可不接受(通常根据检测设备的重要性、或维修费用等因素决定);GRR ≥20%表示检测设备不能接受,需要改进。由表6分析可得出,自动细度测量仪测量出来的结果明显比人工测量更准确,重复性和复现性更好,且自动细度测量仪测量速度快,效率更高。结合上述实验结果分析可知,光源类型、读数时间、读数角度、刮涂角度、刮涂速度对传统人工细度测试都有一定的影响,造成实验结果误差大,但自动细度测量仪可以在很大程度上减少上述因素的影响。为了更好地验证自动细度测量仪的实用性和结果的可信性,委托第三方检测机构广东产品质量监督检验研究院对送检样品进行对比检验测试,结果如表7所示。表7第三方检测报告
Table7 Third-party test report
由表7可知,对涂料①及涂料②分别进行自动细度测量仪测量和人工测量,2种方法的测量结果相差不大,相差值均在细度板分度值误差范围之内,结果可信,通过测量实践验证,证明自动细度测量仪结果的准确性,仪器具有很好的实用性。(1)测试前应充分搅拌试样,取出有代表性的样品,测试样品不能带有气泡。(2)首先对试样进行预测,以选择量程最适宜的细度计。细度在40~90 µm范围内,应选择100 µm量程的细度计;细度在15~40 µm范围内,应选择50 µm量程的细度计;细度在5~15 µm范围内,应选择25 µm量程的细度计;细度在1.5~12 µm范围内,应选择15 µm量程的细度计。(3)测试前需检查细度板和刮刀是否有磨损及变形,且将细度计和刮刀洗净擦平再放进仪器中。(4)测定完毕,一定要把刮板细度和刮刀计擦净晾干,尤其是水性漆更要注意,以免细度计表面腐蚀而影响使用。[5](5)环境温度不能太低,虽然国标没有规定检测细度时的温度、湿度,但最好在标准温、湿度条件下进行检测。检测涂料的细度,最重要的步骤是精准确定涂料在细度板显示的颗粒,但测试时会受到仪器性能的影响,而且还会受涂料的黏度、颜色和溶剂挥发性等自身特性的影响,以及影响人为误差的光源类型、读数时间、读数角度、刮涂角度以及刮涂速度等因素。在实际检测细度过程中,操作员极易受到上述因素或自身状态的影响,应该对各种不同类型的情况进行严格的判断和分析,这需要依托操作者过硬的技术才能保证最终测定结果的准确性和有效性,否则会造成检测结果的不稳定。自动细度测量仪则可以避免很多人工操作的影响因素,并且能够更好地控制这些因素,从而减少测量误差,提高测量的准确性。传统工作人员丰富的测量经验对测量结果是个不容忽视的一个因素,因此工作人员在上岗之前必须要经过严格的上岗培训,并且要有丰富的实操经验,才能单独使用刮板细度计从事细度的检定工作。自动细度测量仪只需操作人员能够熟悉仪器的各个功能,懂得如何操作及维护仪器即可,该仪器操作简单、容易上手以及操作界面对操作人员十分友好,所以其对操作人员的要求不高,而且测试全程是自动检测,用时少,能够更好地提高检测效率。
参考文献
[1]陈淑美.刮板细度计测量方法及分量探讨[J].江西建材,2016,193(16):252.
[2]於杰,许伟,盛帆.涂料细度测定的影响因素探讨[J].上海涂料,2013,51(5):42-44.
[3]李娜,水性涂料检测如何正确选用标准[J].广州化工,2011,39(16):102-104.
[4]全国涂料和颜料标准化技术委员会.色漆、清漆和印刷油墨研磨细度的测定:GB/T 1724—2019[S]. 北京:中国标准出版社
二、自动细度测量仪发明专利
本次论文的“实验部分”严格按照广州盛华于2021年牵头起草的团体标准 T/GDTL 013-2021的实验方法进行操作。英文团标已发至全球代理商及客户,如日本、德国、法国、美国,他们都对我司产品质量及标准给予高度点赞。